|
I decided to finally take the plunge into printing in a flexible filament. I did some research into printing TPU and found that it was quite difficult as it's so flexible. Well turns out it is! The problem that I came across when printing was it catching on the extruder gear and spilling out the top. I did some digging and found that it needs a mod on the extruders top handle. This is what it looked like.  Where the dip is between the two holes is a small hole where the filament goes, this feeds into the PTFE tube from the extruder gear. I got 20% into the print when the filament started to get caught and spew out the right side of the dip, so it wasn't going up the small hole ("that's what she said") To fix this I returned to the stock handle and just push the PTFE tube in a bit more so it was millimeters from the gear and pulley. This made the filament less likely to "spew" out the ends. Print number 2 under way, this time it got 67% in when the opposite happened it started spewing out the bottom before it got to the gear...weird. So back to the drawing board.. I had a thought if the top worked so well with the PTFE tube pushed in more so it was closer to the gear and pulley why not just make a bottom handle with a bigger feed hole ("wheeyy") to feed the PTFE tube up closer to the gear and pulley. Therefore this would eliminate the "spewing" out the sides. Quick 20mins on CAD and came up with this... 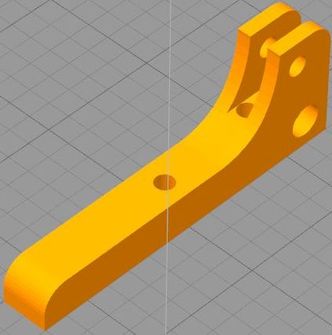 The only real difference is that the feed hole is larger. When I printed it i did have to boar out the feed hole a little as my calculations were a bit off. I also had to sand down the walls as the bearing didn't spin freely. After 10mins of doing that it was ready to assemble and test. Here is a crude picture of what it looks like assembled. 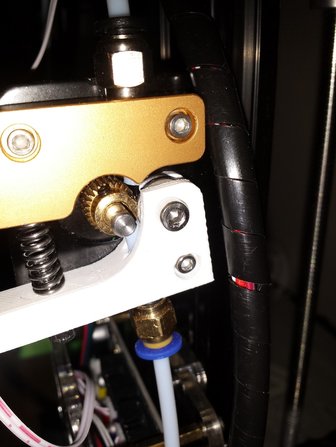 I have since spun the PTFE tube round so it's angled more towards the pulley but as you can see there is now more support between both fee holes. I also added a Pneumatic Straight Fitting Connector so the PTFE tube didn't move.
Tested the print and SUCCESS!! no clogging, retraction works although I slowed it down slightly just to be safe and no more SPEWING OUT THE SIDES!!! If you want to have a go and use this, here is the original file. I will try to tweak it if I get time as the feed hole is slightly small and the walls could do with being thinner by 0.5mm. As for the Slicer settings. Temp 210/60 speed 40mm/sec Primary Layer height 0.1500mm Retraction Distance 1.20mm Retraction Speed 30mm/sec
3 Comments
4/11/2017 11:34:28 pm
Very interesting blog. Alot of blogs I see these days don't really provide anything that I'm interested in, but I'm most definately interested in this one. Just thought that I would post and let you know.
Steve McAtee
19/4/2019 05:15:16 am
Thank you for your post. How did you push the tube down further on the top? I've looked at my Tarantula and the tube will not go any further than the screw mounting that is in the top handle. Leave a Reply. |
AuthorABOUT ME ArchivesCategories |
 RSS Feed
RSS Feed
